





Computer Vision in Manufacturing: Basics & 10 Applications
Manufacturing plants have confronted a wide range of challenges, from mass production with high quality to operational safety. Today, with technological advancements, overcoming these hurdles has been easier than before. By using computer vision systems to observe and analyze how equipment is performing, you can make every manufacturing stage, from initial design and prototyping to the final distribution, more efficient.
So, are you finding a detailed source to learn about vision AI in industrial manufacturing? If so, this article is the right place to kickstart! Here, we’ll break down the definition, benefits, and popular use cases of this advanced technology in manufacturing. Ready to explore? Keep reading!
Understanding Computer Vision in Industrial Manufacturing
What is Computer Vision in Manufacturing?
In industrial settings, computer vision is a technology that enables specialized software (traditional or deep learning) to “see” and analyze visual data collected from manufacturing equipment.
Particularly, cameras and other visual sensors are embedded into machinery to acquire images and videos of each product, material, or process. These images are then transmitted to specialized systems for real-time analytics. The systems here can be:
- Traditional software that uses explicitly programmed techniques (e.g., feature-based methods) and algorithms for basic tasks. Particularly, they check and analyze relevant features (e.g., edges, textures, or colors) against pre-established benchmarks to take simple actions like categorizing objects, processing images, or identifying defects.
- Deep learning software that uses advanced algorithms and techniques (e.g., feature extraction or pattern matching) to automatically learn features from big data and deliver more accurate solutions. For this reason, vision systems using DL technologies can perform complex tasks like locating parts in cluttered environments, validating assembly, or inspecting character reading.
With these capabilities, computer vision has wide adoption in industrial processes, from automotive and consumer electronics to textiles and pharmaceuticals.
Advantages of Machine Vision
Computer vision brings immense benefits to manufacturing. Here, we’ll elaborate on some of the key advantages of using vision systems in this industry:
Increase Quality Control & Defect Detection Rates
Computer vision helps your manufacturing plant detect flaws early by using cameras and machine learning algorithms to inspect products in real-time. The system can constantly monitor each product and process with the same focus and precision to catch even the smallest defects. This consistency ensures only high-quality products can leave the factory.
Improve Operational Efficiency
Computer vision helps your factory operate more efficiently by managing production lines continuously. If a machine slows down or a part is out of place, CV systems can immediately respond to the problem. This will decrease downtime and improve output.
Similarly, through visual stimuli retrieved and analyzed by the systems, managers better understand how each part of the manufacturing process is working. This allows them to make instant adjustments to optimize the workflow.
Cut Down on Waste & Production Costs
Computer vision can capture errors that might be hard to notice with the human eye. For this reason, each production step can meet exact specifications and maintain high accuracy. This will minimize the likelihood of materials being wasted on defective products. Less waste means saving more money on raw materials. Further, with real-time monitoring by machine vision, your manufacturing plant can lower the need for human inspection, hence reducing labor costs while maintaining high quality.
Improve Safety
With vision systems, factory environments become much safer for human workers. By spotting potential hazards like a machine overheating, the systems can send an immediate alert. This enables human workers to take quick action and avoid unexpected accidents. Additionally, computer vision can monitor workers’ activities to ensure they’re adhering to safety requirements. This helps limit injuries and makes the workplace safer for everyone.
Future of Machine Vision
These benefits have increased the demand for industrial machine vision systems across factories. Especially in sectors like automotive or electronics where minor defects can result in significant financial losses and reputational damage, using machine vision models for quality control and inspection is a must. Therefore, it’s no wonder that the global revenue of these models will witness a 7.21% annual growth rate from 2024 to 2031.
AI advancements also open more avenues for industrial computer vision to thrive in the future. Deep learning algorithms, typically Convolutional Neural Networks (CNNs) can greatly improve image recognition. Advanced optics and imaging technologies, meanwhile, can detect subtle defects and inconsistencies that were previously hard to notice with the naked eye. Combined with high-resolution visual sensors, these technologies have helped manufacturers analyze images, make real-time decisions, and even conduct predictive maintenance more effectively.
Top 10 Computer Vision Applications in Manufacturing
Realizing the huge potential of computer vision, more and more manufacturers have integrated this technology into their industrial processes. From automotive quality monitoring to electronics PCB (Printed Circuit Board) inspection, and beyond, its applications are diverse and vast. Below, we’ll detail the top ten ways machine vision is transforming production:
1. Quality Control & Inspection
Quality control and inspection are considered the key drivers behind the growth of computer vision in manufacturing.
Vision systems, coupled with smart cameras and sensors, can catch images of each product item on the assembly line. They then use algorithms and techniques like image fusion or multiscale matrix fusion to compare these images against preset benchmarks. This helps them identify even tiny flaws that might be invisible to the human eye. These defects can be subtle misalignments, microscopic scratches, or minor color changes.
In such industries as automotive or pharmaceuticals, all products must meet stringent standards before going to the market. With real-time analysis, manufacturers can modify and refine their processes or take informed action right away to increase overall quality. Therefore, more companies are investing in machine vision systems to automate quality control and inspection.
For example, the BWM Group’s plant in Dingolfing, Germany, developed an AI-powered vision system with infrared cameras to spot defects precisely within seconds. For example, it can identify minor cracks on flat sheet metal parts or missing model designations on vehicles.
2. Product Design, Modeling, and Simulation
Before being manufactured in factories, a product must go through the design, modeling, and simulation phase.
One of the popular applications of computer vision in this stage is combining CAD (Computer-Aided Design) techniques to convert 2D images of existing products to 3D models. This process, also called “3D restructuring,” helps catch and display complex details or shapes that are difficult to measure manually.
CV systems, accordingly, can use range data (“depth information”) from 2D images taken from different angles to build the 3D surface or geometry of an object. They can also create solid models from scanned data.
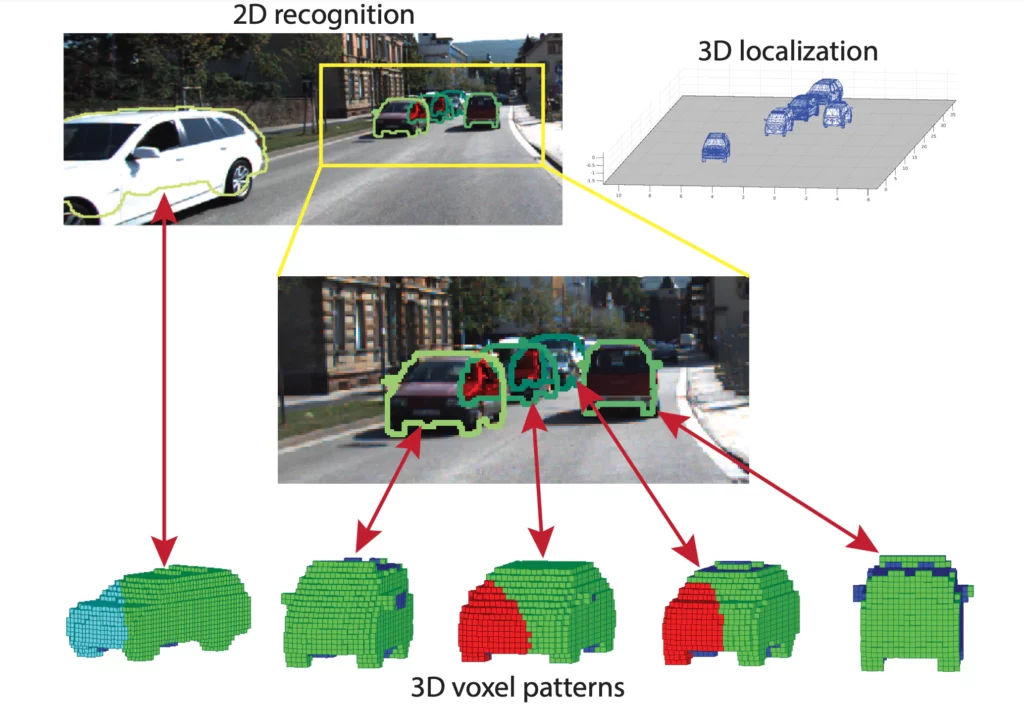
These 3D models are then leveraged for prototyping products, undertaking downstream analysis, and understanding the position or orientation (pose) of an object in 3D space. Further, through CV-generated 3D models, you can simulate and validate how a product can look or perform in real-life environments. You accordingly can test different features like shapes, sizes, or materials without the need for building various physical prototypes.
So, how does computer vision work in product design and modeling? Let’s take a look:
- First, cameras take live images of an object from different angles.
- Then, key features like edges or corners will be retrieved from each image.
- By matching these features across different images (e.g., the same edge of the object from many angles), the CV system can connect these identical points as well as estimate each camera’s position and angle when it took each picture.
- Designers then use camera positions to calculate the 3D location of those matched points and build a 3D surface for the object.
3. Additive and CNC Manufacturing
Additive manufacturing (AM), also called 3D printing, is a process where manufacturers can add each material layer one by one until the final product is created. In AM manufacturing, computer vision supports a nesting process that involves organizing different parts (e.g., medical prosthetics) within a printing area to maximize space usage while reducing material waste.

Particularly, CV algorithms analyze the shapes, sizes, and angles of those parts to optimize arrangement in a printer’s workspace. This helps fit as many parts as possible to prevent potential overlap while ensuring no empty spaces are left unused. For advanced setups, computer vision can adapt real-time nesting arrangements, like parts moving during printing.
CNC (Computer Numerical Control) manufacturing, on the other hand, is a process where computer-controlled machines automate the production of components and parts. As such, it uses specialized computer programs to guide the movements of machine tools (e.g., welders or routers) to manufacture parts with high precision.
So, how does computer vision assist this process? Using cameras or sensors to take live images of an object (like the golf-club head), a CV system then processes these images to identify the precise position and angle of the workpiece. If the object is incorrectly placed, the system can instruct a CNC machine or robot to modify the positioning for specific tasks (like welding).
It then creates accurate paths based on the object’s shape. For example, to weld the golf-club head perfectly, the CV system uses the visual data to draw the optimal contours for the welding laser or torch to track. The system can constantly adjust the paths in real-time.
4. Part Sorting & Tracking
This is a basic, yet crucial application of computer vision in manufacturing. Accordingly, CV systems can recognize, organize, and track parts when they move through the production process.
By scanning barcodes, QR codes, or radio frequency identification (RFID) tags, vision systems can sort parts based on their shapes, sizes, colors, or markings. In advanced environments like automated warehouses, the systems can use algorithms like CNNs to identify high-quality and defective parts.
Then, the systems can automatically route parts to the right place for further processing, assembly, or inventory without much human intervention. Therefore, your manufacturing staff doesn’t only ensure that each part is processed correctly and instantly but also tracks parts and their progress through different phases of production effectively. This is especially useful in industries with high risk like steel, where vision-based techniques can help handle the challenge of labeling and tracking steel materials with high temperatures.
5. Assembly Line Automation
Assembly is a crucial stage of the manufacturing process, especially for discrete industries like automobiles, aeroplanes, or smartphones. Today, to accelerate time to market while keeping product quality high, many manufacturers are investing in advanced technologies to automate part assembly.
One typical example is Tesla. In early 2024, the Tesla Manufacturing page posted a tweet with a short video to announce that Giga Shanghai automates 95% of its production process, from logistics and casting to paint and general assembly. This enables the factory to increase its annual capacity of vehicles significantly. With automation across the manufacturing process, Tesla Shanghai successfully produced one million vehicles in just 12 months, which previously took two and a half years to achieve.
Giga Shanghai operates a 95% automated production line, enabling a cycle time of less than 40 seconds!
From taking 2.5 years for the first million cars to be produced, the second million was done in just 12 months 🚘🪄 pic.twitter.com/IF1w27AFPr— Tesla Manufacturing (@gigafactories) January 5, 2024
Beyond automotive, CV systems combine human intelligence with the computer’s processing power for greater efficiency in other different industries. For example, they’re mainly used in assembling cabin products (like airplane cabins) and flexibly connecting cables onto hard disk drives in printed circuit board assembly. Additionally, vision systems help robots recognize, pick up, and place parts exactly in the exact positions to speed up assembly.
Computer vision is also combined with augmented reality (AR) to make assembly operations more interactive. In particular, they identify a factory worker’s movements and guide the worker in real-time for mechanical assembly, like pointing out where each part goes. Especially in the case of assembling something with a lot of parts, like pieces of furniture in the figure below, some parts look too similar. This makes it tricky to know where these parts should fit together.
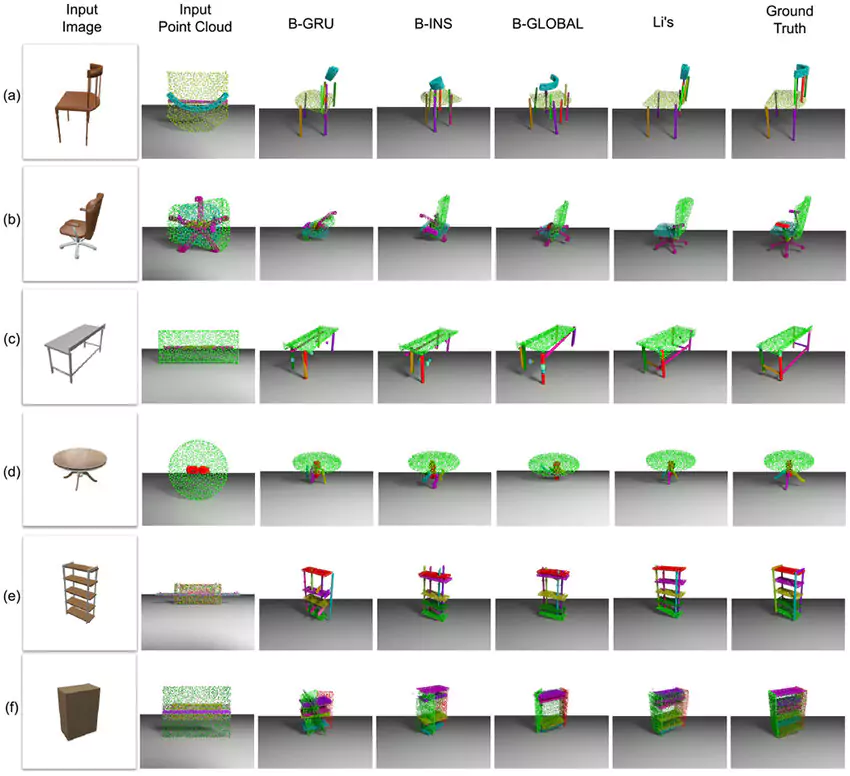
Using just a single image, computer vision can predict the correct position of each part in 3D. It then sends this information to workers so they can know exactly where to put them appropriately.
6. Robot Guidance
Companies, typically automakers and their suppliers, have used computer vision to help robots understand their surroundings and guide them in manufacturing tasks. These vision-guided robots (VGRs) are embedded with one or more cameras to send a feedback signal back to the robot controller for inspecting quality, identifying objects, and more.
For instance, Peterson Manufacturing – a global leader in producing wiring harness and lighting systems for vehicles – used Seiko Instruments’ VGRs to load parts onto its conveyor belt. The machine vision system helps the robots check whether the components are turned in the right direction before placing them on the assembly line.
Today, there are various approaches to robotic guidance and control. They include stereo vision, projected texture stereo vision, time of flight (ToF), photogrammetry, structured light, and more. Each method provides VGRs with different toolkits to perform production tasks. Stereo vision, for example, takes images from slightly different angles and compares these images to calculate the depth and generate a 3D view. With this capability, stereo vision is used when VGRs need to discern depth, like navigating around obstacles or collecting objects from a conveyor belt.
7. Predictive Maintenance
Machinery downtimes can result in significant losses. Therefore, computer vision, augmented with IoT and deep learning, is introduced to constantly track manufacturing equipment and warn engineers about early signs of issues like overheating.
Cameras connected with a CV system are installed to continuously take live images of important components like belts, gears, or moving parts. The system is trained to distinguish normal operating conditions. So it can identify any deviations or anomalies, like minor cracks, unusual vibrations, or leaks, even when they’re invisible to the human eye.
GE Aerospace – the world’s leading manufacturer of jet engines – has used the vision-based blade inspection tool (BIT) to routinely monitor engine blades that operate in the hot section of airplane engines.
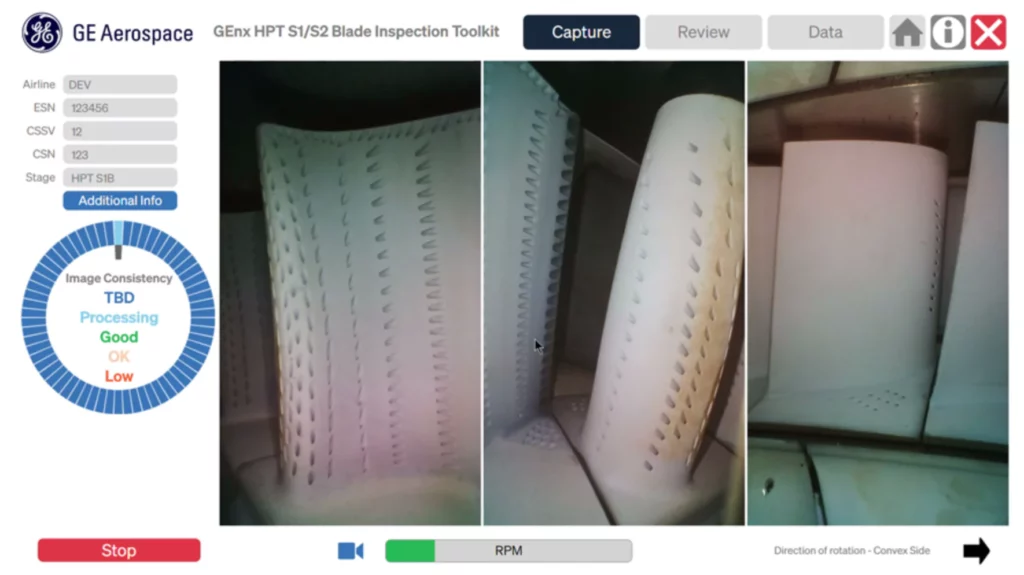
The BIT collects high-quality visual data from fixed-position cameras and groups the data together for operators to flag blades that need further inspection. Then, the tool will instantly measure the blades to see whether they have any defects. With AI assistance, the tool cuts down on the predictive maintenance time from 3 to 1.5 hours.
8. Operational Safety
In manufacturing environments, workers often confront deadly hazards, such as machine-related injuries, slips, or chemical exposure. Therefore, ensuring operational safety for workers is always one of the top priorities in this realm.
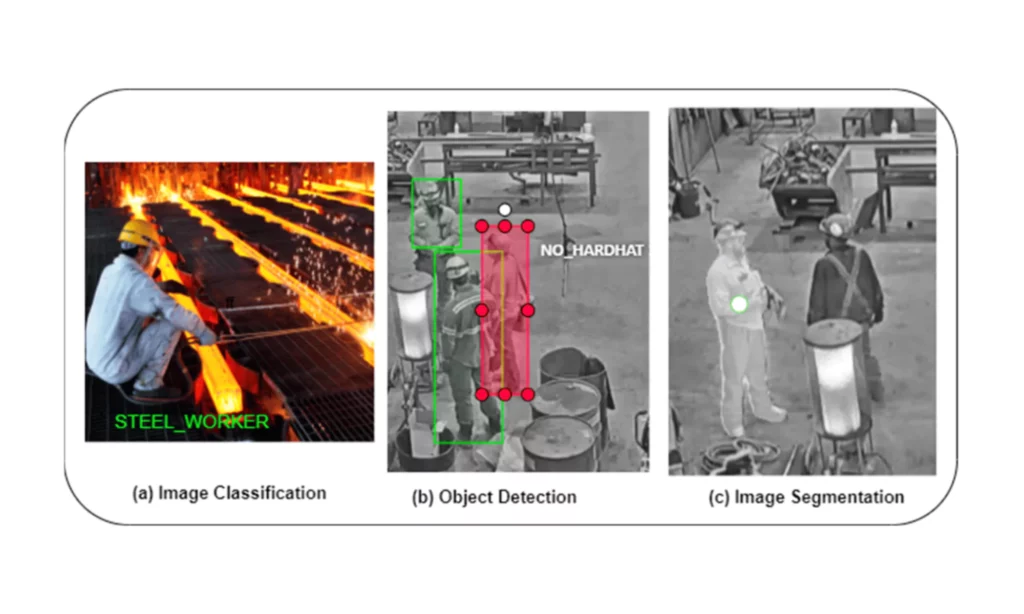
Advanced technologies like vision AI are the key to this issue. Reinforced by deep learning algorithms and advanced techniques like YOLO models, computer vision can analyze visual data extracted from security cameras or other devices to identify objects or actions that could endanger workers. These hazards can be proximity to heavy machinery, the wrong use of personal protective equipment (PPE), unsafe postures, job-related stress, etc.
Below is an example of how YOLO models use computer vision to classify whether workers are present in a dangerous area and whether they wear PPE as required:
Understanding the growing importance of operational safety, various companies have provided CV-powered platforms to monitor worker activity and working sites. Some common tools include TuMeke, Cipia, and Microsoft’s Azure Video Analyzer.
9. Packaging
Computer vision boosts the accuracy and efficiency of packaging. By identifying the position and direction of products on the conveyor belt, a CV system can learn whether they’re correctly aligned for packaging. Accordingly, when a product is upside down, the system can tell robots to adjust it.
Moreover, vision systems can ensure the quality of packaging by checking for defects like poorly sealed packages, damaged boxes, or incorrect labeling. If the packaging doesn’t meet quality standards, the systems can alert manufacturers to remove defective products, hence preventing costly recalls and customer dissatisfaction.
Machine vision systems also automatically count and sort products that need packaging. They ensure each batch has the correct quantity. This helps avoid waste and improve consistency.
One successful example of using CV systems in packaging is P&G (Mumbai, India). The company had a high volume of detergent packing lines with similar packing laminate sizes and colors. The risk of errors was high, particularly with packing products in the wrong laminate and printing the wrong MRPs (Maximum Retail Prices). This resulted in expensive repacking and pricing issues.
To solve these problems, P&G incorporated Cognex In-Sight® vision systems that use OCV (Optical Character Verification) and the PathMax algorithm for checking packaging in real-time. This integration removed manual inspection and increased packing accuracy.
10. Transportation
In manufacturing, transportation activities can involve delivering materials within a workshop or processing logistics between factories.
In a plant setting, various manufacturers are using AGVs (Automated Guided Vehicles) that work thanks to a navigation system, a power system, and a control system. Unlike traditional AGVs that run along marked lines on floors, modern AGVs use computer vision to capture more advanced navigation signals like images, radio, or lasers. This tech helps them find the best route and avoid obstacles.
Toyota, for example, has implemented AGVs since 2019 for a safer work environment and smoother flow. Particularly, the brand has used an automated TAE500 tow tractor to transport components in the welding shop and SAE stacker trucks to move pallets from the conveyors to a storage area.

In logistics, CV is also used by large-size autonomous vehicles like logistics or forklift trucks to deliver goods between different factories. Using advanced algorithms like the covariance matrix, CV helps these vehicles identify and track moving objects. This makes transportation safer and more efficient.
Barriers to Computer Vision Adoption
We can’t deny the high application of computer vision across manufacturing processes, plus its huge advantages. However, we’re also witnessing visible constraints on adopting this technology widely:
High Initial Costs
Installing industrial machine vision systems requires a significant upfront investment. It covers hardware (high-resolution cameras, powerful processors, and advanced lighting) and specialized software. Not to mention that customizing apps for your specific needs or integrating the systems into your current workflow can add up expenses.
This raises a big question: are the benefits of computer vision worth the high initial costs? The answer depends on each manufacturer. But for small and medium-sized businesses, these costs might become a substantial financial burden and need careful consideration.
Data Privacy and Security Concerns
CV systems often harness large volumes of visual data from production lines and machinery. For various manufacturers, this data is sensitive and crucial. They’re worried about possible attacks that may reveal proprietary information, manufacturing processes, and strategic insights. This concern grows bigger when their factories use network-connected or cloud-based systems.
Moreover, some specific industries like healthcare and pharmaceuticals are under stringent regulations (e.g., HIPAA). Using unapproved vision systems may expose your manufacturers to regulatory violations, consequently leading to financial or even legal penalties.
Complexity of Integration
Integrating computer vision systems into your manufacturing plant is complex due to its technical challenges. First, machine vision systems combine a range of hardware and software, often requiring significant adjustments to be seamlessly compatible with your existing infrastructure. Second, the complexity can come from the demand for aligning cameras accurately, tailoring software, and calibrating imaging systems.
Skills Gap & Expertise Shortage
Implementing vision systems requires technical knowledge and specialized skills. They may involve expertise in machine learning, deep learning, and data analytics, as well as an understanding of certain industrial processes. This poses a real challenge if your business lacks access to the right experts.
The only solution to this problem is investment in training your existing employees or recruiting new professionals. Training in-house teams requires costs and time. Meanwhile, partnering with third-party experts may create a growing dependence and even increase costs over time.
Transform Your Manufacturing Operations With Designveloper
You’ve discovered all the essentials of computer vision in manufacturing, plus its important applications. Empowered by technological advancements like IoT or deep learning, computer vision will likely have a higher application in the future.
At Designveloper, we understand the power of computer vision for quality control and production efficiency. With our extensive expertise, we assist you in seamlessly integrating this technology into manufacturing operations. We promise to craft robust, scalable solutions that exactly fit your specific needs.
One of our successful projects is to help a leading electronics manufacturer reduce defects by 40% and lower inspection costs by 25% with the custom integration of computer vision. Further, we also provide end-to-end support, from planning to full deployment and ongoing maintenance, within your budget.
So why wait? Partnering with Designveloper today to revolutionize your manufacturing process. Contact us and discuss your idea further!
Also published on

Share post on